Coolant decisions have a habit of turning into “shop folklore.” One machine runs flood because it always has. Another runs mist because someone once had great results on aluminum. A third is experimenting with MQL because disposal costs keep climbing. The reality is that flood coolant, mist, and minimum quantity lubrication (MQL) are three different approaches with different strengths, and the best choice depends on material, operation, chip control, and how your shop measures success.
If you want a refresher on why coolant matters in the first place (heat, lubrication, tolerances, and edge life), Epic Tool breaks it down well here: https://epictool.ca/the-role-of-coolant-in-tool-longevity-and-cutting-performance/.
This guide covers the practical differences between flood coolant, mist, and MQL, which materials and processes suit each approach, and how to test changes without overhauling everything at once.
Flood coolant, mist, and MQL: what’s the difference?
At a high level, these three methods differ in two things: how much fluid reaches the cut and whether the priority is cooling, lubrication, or chip evacuation.
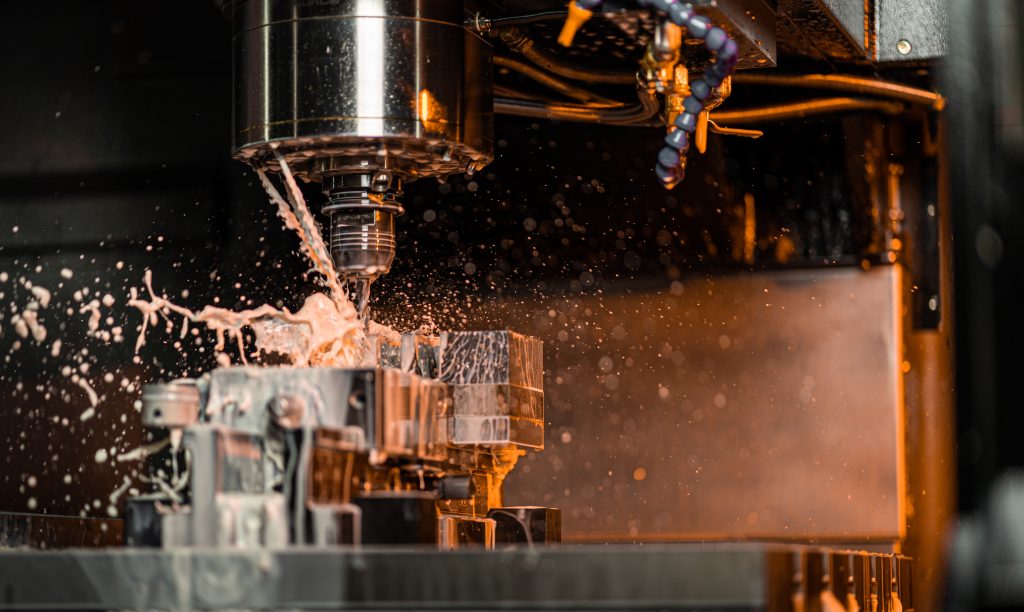
Flood coolant is the “high volume, low pressure” approach. Coolant is streamed in large quantities across the tool and workpiece to provide lubricity and help carry chips away so they do not get recut. Epic Tool describes flood as a method that removes chips to prevent chip recutting and makes debris management easier during machining.
Mist coolant is also low pressure, but it applies fluid as an atomized fog of very small particles. In Epic Tool’s overview, misting is positioned as adequate where heat and chip evacuation are not the biggest concern, with lubrication being the more important benefit (and it is often used at high speeds).
MQL (minimum quantity lubrication) sits in a different category than “traditional coolant.” The intent is to use a very small amount of lubricant (often delivered as a fine aerosol) aimed directly at the cutting zone, with the goal of reducing cost and material use while still delivering enough lubrication for the operation. Epic Tool notes MQL’s cost/performance efficiency and environmental benefits, and that it is typically applied as an aerosol or fine mist in minimal amounts.
A key takeaway: flood is typically strongest for cooling and chip evacuation in general-purpose milling, turning, and drilling. Mist and MQL are typically strongest when lubrication is needed but you want to reduce overall fluid volume, especially in lighter cuts, certain materials, or when cleanup and disposal are major pain points.
Which materials and processes tend to suit each approach
Material, operation, and tool engagement matter more than any “one-size-fits-all” rule. You are trying to solve one primary problem at the cut: heat load, friction, or chip control.
Flood coolant is usually a strong default for heavier milling and turning, especially when chip evacuation and stable thermal control drive part quality. It is also commonly favored when the work generates a lot of heat or when chips are likely to be recut (deep pockets, slotting, aggressive roughing). Epic Tool’s heat-generation guidance also points out that coolant helps chips “slide out of your toolpath,” reducing recutting and the risk of tool failure. (Epic Tool |)
Mist can be a fit for lighter duty operations where lubrication helps, but you are not relying on the coolant to do heavy chip clearing. Epic Tool frames mist as appropriate when heat and chip evacuation are not the biggest concern. That often translates to certain high-speed finishing passes, some aluminum work, and scenarios where the goal is to reduce friction without flooding the work envelope.
MQL often performs well in operations where lubrication is the limiting factor (not bulk cooling), and where you can manage chips with air assist, toolpath strategy, or through-tool delivery. Shops often look at MQL when they want to reduce fluid consumption and disposal complexity while keeping tool performance stable. Epic Tool explicitly calls out MQL for efficiency and environmental benefits.
A special note on plastics: direct liquid coolant can be problematic due to thermal shock, contraction/expansion, and sensitivity to fluid contact. Epic Tool’s coolant delivery post specifically mentions air cooling as preferred for sensitive materials like plastics to avoid thermal shock from direct coolant. (Epic Tool |) Even if your focus is flood vs mist vs MQL, it is worth remembering that “less fluid” (or air) may be the correct answer for some plastic jobs.
How each method affects tool life, chip evacuation, heat control, and surface finish
Tool life is rarely just “cooler is better.” Tool life comes from controlling heat at the edge, preventing edge buildup, and keeping chips from being recut.
Flood coolant tends to improve chip evacuation in many common setups, which helps tool life because chips that get recut behave like abrasive grit. Epic Tool’s flood description highlights chip removal and preventing chip recutting. (Epic Tool |) Flood also helps stabilize temperatures, which can support tolerances and surface finish by reducing thermal variation at the tool and workpiece. (Epic Tool |)
Mist and MQL often shine when lubrication is the lever you need. Reduced friction can lower edge wear and improve finish in certain passes, particularly when the operation is not generating extreme heat. Where shops get into trouble is expecting mist or MQL to do flood’s job in chip evacuation. If chips are packing, welding, or getting recut, the limiting factor is not lubrication; it is chip control and heat removal.
Surface finish is especially sensitive to chip recutting and built-up edge (BUE). Epic Tool notes that sufficient coolant is one of the factors that can help reduce BUE, alongside sharp/polished tooling and appropriate speeds. (Epic Tool |) If you are chasing finish problems, it is worth treating coolant strategy as part of the finish system (coolant + tool geometry + toolpath + chip evacuation), not just a fluid choice.
For high-feed milling or other aggressive processes, coolant delivery method and management become more important. Epic Tool recommends considering high-pressure coolant systems that deliver coolant directly to the cutting zone, and emphasizes coolant level, cleanliness, and concentration checks. (Epic Tool |) That advice applies even if you keep flood overall: “flood” that is poorly aimed, poorly filtered, or poorly maintained can underperform compared to a lower-volume strategy that is well controlled.
The tradeoffs: sustainability, cleanup, disposal, and performance
Flood coolant usually brings the most cleanup and maintenance overhead. You are managing sumps, concentration, tramp oil, filtration, bacterial control, and eventual disposal. The upside is robust cooling and chip transport for a wide range of work.
Mist and MQL reduce fluid volume, which can reduce sump maintenance and disposal volume, but they can increase airborne aerosol and oil film around the machine. That can shift your “shop cost” from disposal to ventilation/housekeeping, and it can change how operators perceive comfort and cleanliness. From a sustainability standpoint, MQL is often attractive precisely because it reduces overall fluid consumption; Epic Tool explicitly mentions environmental benefits as a reason companies choose MQL.
Performance tradeoffs are usually about heat vs friction. Flood typically handles bulk heat better. MQL often handles friction well but can struggle when you need significant heat removal or chip flushing. Mist can land in a middle zone, but it is still not a substitute for strong chip evacuation when the cut is aggressive.
When you should test a change instead of overhauling everything
Most shops do not need a dramatic “coolant conversion.” In practice, the highest ROI move is usually a controlled trial that isolates variables.
Start by choosing one machine and one part family that represents your typical work (or your most painful work). Define what “better” means before you start: tool life per edge, surface finish targets, cycle time, scrap/rework rate, and the cleanup/disposal burden you are trying to reduce.
Then test in layers rather than flipping the whole system. First, optimize what you already have: aim nozzles properly, verify concentration, clean filters, and confirm delivery consistency. Epic Tool’s maintenance mindset is a useful anchor here because coolant effectiveness is tightly linked to basic upkeep (levels, leaks, and general machine health). https://epictool.ca/proven-tips-for-effective-cnc-machine-maintenance/
If your current system is flood, a sensible “first test” is often improved targeting, improved filtration, or selective high-pressure delivery for certain tools rather than eliminating flood entirely. Epic Tool’s high-feed milling guidance explicitly points toward high-pressure delivery to the cutting zone and keeping coolant clean and properly concentrated.
If your goal is MQL, start with one or two operations where lubrication is the primary need and chip evacuation is already manageable (or can be supported by air assist and toolpath changes). Validate results, then expand.
How tooling choice should match the cooling strategy
Tooling and coolant strategy should be designed as a pair. If you change one without considering the other, you can end up blaming the wrong variable.
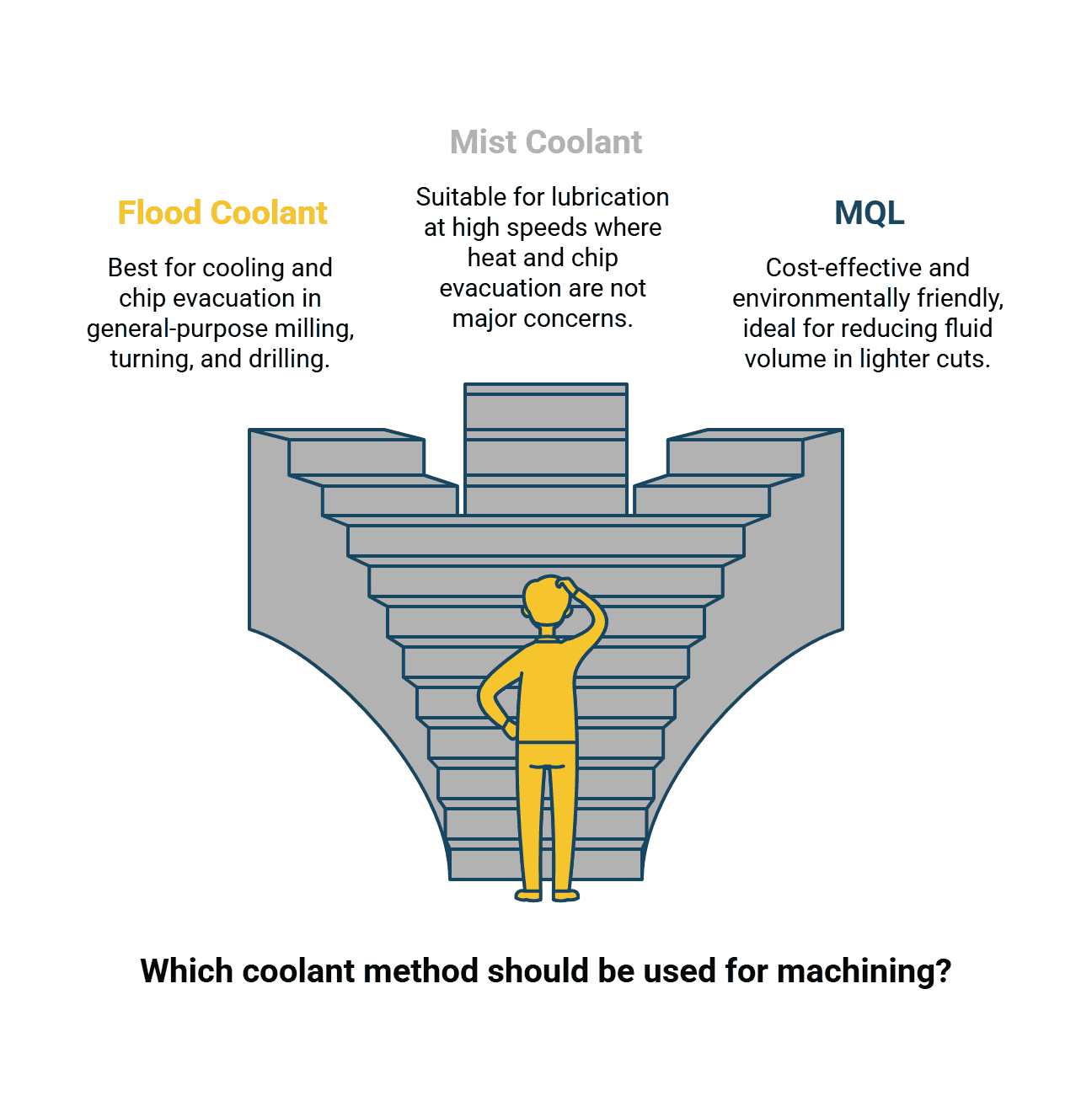
If you are running flood or high-pressure coolant, prioritize tooling that benefits from consistent chip flushing and cooling. Through-coolant drills and reamers, for example, are designed to deliver fluid directly to the cutting edge, improving chip control and temperature regulation. https://epictool.ca/understanding-drill-reamers-their-function-and-importance-in-precision-machining/
If you are moving toward MQL or reduced-fluid strategies, chip evacuation and friction control move to the forefront. Tool geometry (chipbreakers, polished flutes where appropriate, sharper edge prep for certain materials) and toolpath strategy become more important because you have less “fluid power” to carry chips away. This is also where shops often revisit deflection and chatter fundamentals, since a dry-ish cut can be less forgiving when stability is marginal. Epic Tool’s deflection overview is a useful companion if you are troubleshooting finish and tool life during a coolant change: https://epictool.ca/tips-to-reduce-tool-deflection-in-cnc-machining/.
Finally, regardless of method, inspection discipline matters. If you are testing coolant strategies, you need consistent tooling condition to avoid false conclusions. Epic Tool’s inspection checklist-style guidance is a good reference point for building that consistency: https://epictool.ca/3-tips-for-proper-cnc-tool-inspection/.
A practical way to choose: the “primary constraint” checklist
If you want a quick decision frame, ask what your primary constraint is on the job:
If your constraint is chip evacuation and recutting, flood (or targeted/high-pressure delivery) is usually the first place to look. (Epic Tool |)
If your constraint is friction and edge wear in lighter cuts, mist or MQL may be worth testing, especially if you are trying to reduce overall fluid use. (Epic Tool |)
If your constraint is thermal shock or fluid sensitivity (common with some plastics), reduced fluid or air cooling may be the better direction. (Epic Tool |)
And if your constraint is inconsistency, start by auditing delivery (aiming, concentration, cleanliness) before changing methods. (Epic Tool |)