Hole quality problems have a way of becoming background noise in a busy shop. A bore that is slightly out of tolerance gets flagged, adjusted, and flagged again the next run. A surface finish that never quite meets spec gets accepted as “close enough.” A drill that wanders on entry gets compensated for in the fixturing rather than solved at the tool. The costs pile up quietly: scrap, rework, extra operations, and the time your best machinist spends troubleshooting the same job week after week.
The reality is that most hole quality problems are not machine problems or operator problems. They are tool problems. Specifically, they are often the result of running a standard tool in an application that has outgrown what a catalog solution can deliver. When that is the case, custom carbide reamers and custom carbide drills are not a premium option. They are the practical fix.
This guide covers what hole quality problems actually signal, when standard tooling is the root cause, and how we approach building a purpose-built solution at Epic Tool.
What hole quality problems are actually telling you
Before blaming the tool, it is worth understanding what the symptoms mean in practice. Hole quality breaks down into a handful of categories, and each one points to a different failure mode.
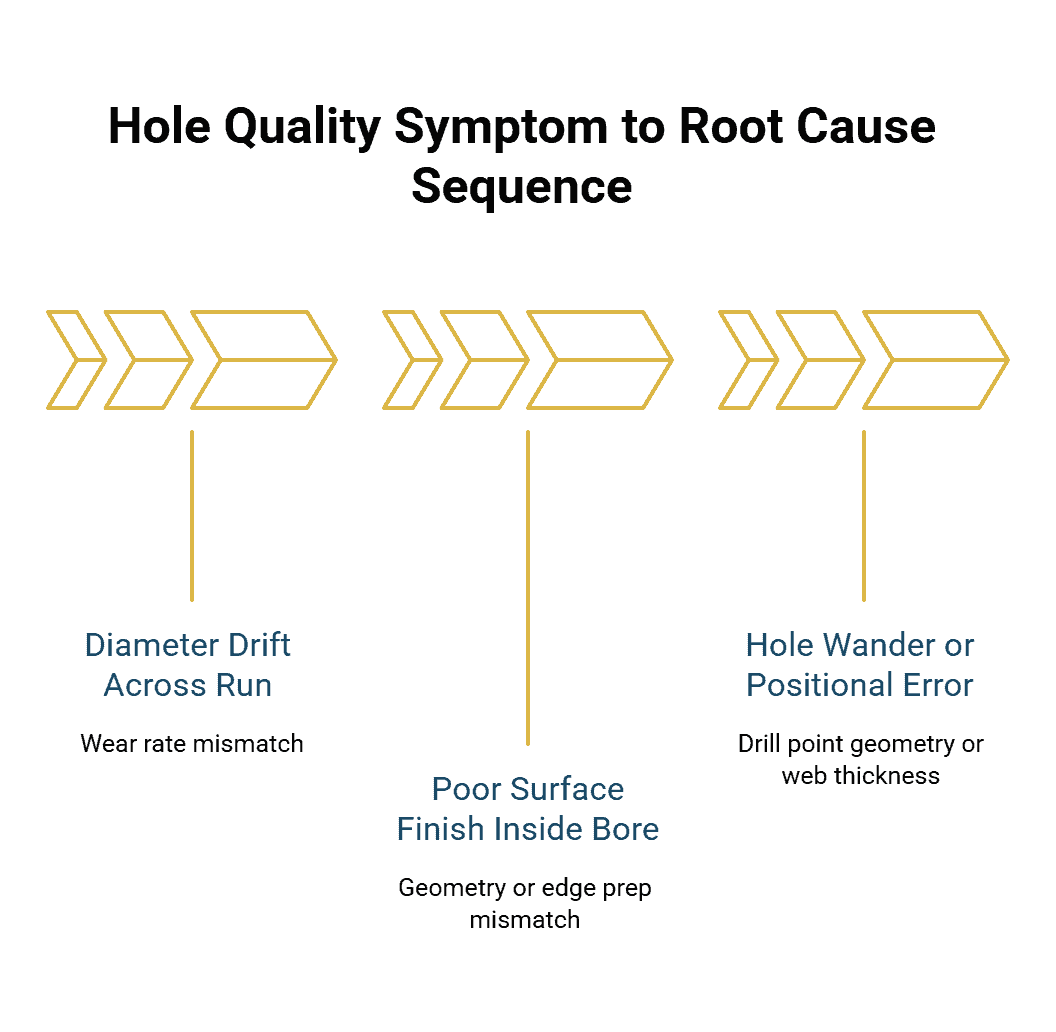
Diameter that drifts out of tolerance across a production run usually points to wear rate. A standard tool ground to a general-purpose spec wears at a rate tied to the conditions it was designed for, not yours. If your material is harder, more abrasive, or generates more heat than the catalog assumes, the tool wears faster and diameter control suffers earlier in the edge life than it should.
Surface finish problems inside the bore, such as chatter marks, smearing, or a rough lay, typically point to geometry. The number of flutes, the helix angle, and the edge prep all affect how cleanly the tool engages the material. A standard reamer geometry that works well in mild steel may generate built-up edge in stainless or produce poor finish in titanium because the geometry was never intended for those materials.
Positional accuracy and hole straightness issues often come back to the drill entry. A drill that walks on entry or deflects mid-hole produces a location error that no downstream reaming operation can fully correct. The point geometry, the web thickness, and the coating all influence how well the drill tracks on entry and through the full depth of the cut.
If you are seeing any of these problems consistently across a part family, the tool geometry is worth treating as the primary suspect before adjusting feeds, speeds, or fixturing.
When a standard reamer reaches its limit
Reaming is the operation where the gap between standard and custom tooling shows up most clearly in finished part quality. A reamer is a finishing tool. It is working to final diameter and final finish simultaneously, which means any geometry compromise in the tool becomes a quality compromise in the part.
Standard reamers are designed around common diameter tolerances and general-purpose materials. Our reaming solutions are built differently. We manufacture straight flute right-hand cut, straight flute left-hand cut, and spiral flute configurations in both cutting directions, along with step reamers for applications that require multiple diameters in one pass. Our reamer diameter tolerances typically range from .0002″ to .001″ depending on the application, and every tool is coated with the appropriate coating for the material being reamed.
We also offer what we call the “speedy reamer,” which runs at elevated spindle speeds up to 3,700 SFM feeding at .020″ per revolution while still reaming to size. For larger diameter holes in the 15mm to 40mm range, we offer an indexable reamer head design where the head fastens into a tool steel body, making it straightforward to swap to a fresh head in a production environment and send used heads out for regrinding rather than scrapping the full assembly.
If your current reamer is leaving you chasing bore tolerance at the end of a run, or if finish degrades before you expect it to, the standard geometry is likely not the right match for your application.
When a standard drill is the root cause
Drilling is the most common operation in the machining industry, and as a result, there is more variation in how shops approach it than almost any other process. Most shops have a standard drill program that handles the majority of their work reasonably well. The problems show up at the edges: unusual depths, difficult materials, tight positional tolerances, or step features that require multiple diameters in a single tool path.
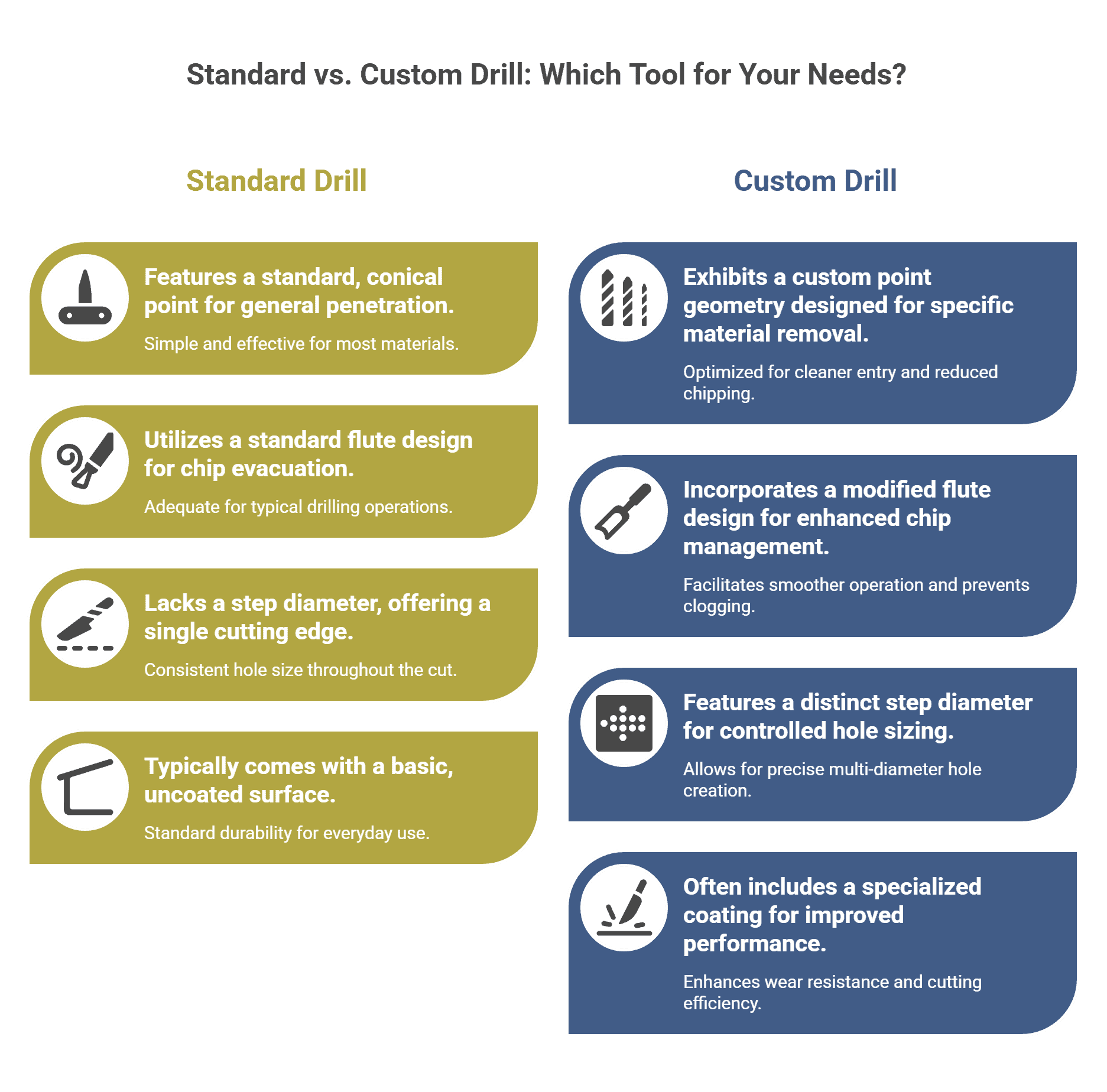
We manufacture solid carbide drills in multiple configurations and geometries for both straightforward and complicated applications, including step drills, multi-diameter drills, and drill-reamers that combine operations into one tool. For indexable applications from 5/16″ up to 2.0″ diameter, we supply indexing drilling tools with depth capability up to 50x D on tools up to 1.0″ diameter.
The practical value of a custom drill geometry shows up most clearly in three situations. The first is difficult materials, where a standard point geometry generates too much heat or fails to control chips effectively, leading to poor hole quality and short tool life. The second is deep holes, where a standard flute design cannot evacuate chips fast enough to prevent recutting and diameter growth at depth. The third is combination features, where a custom step drill or drill-reamer eliminates a secondary operation entirely, cutting cycle time and removing a positioning error from the process.
How to know when it is time to make the call
The pattern that typically signals a custom solution is the right move is repeated troubleshooting on the same job. If you are adjusting offsets, changing feeds, or sorting parts at the end of a run more than once or twice before a tool change, the standard tool is making you manage its limitations rather than running your process.
A controlled comparison is usually the lowest-risk way to confirm it. Pick one part family where hole quality is the persistent pain point. Define what a successful result looks like before you start: diameter tolerance across the full run, surface finish target, tool life per edge. Then bring that application to us.
As a carbide tool manufacturer based in Canada, we ask about your machine, your material, your current results, and what you are trying to achieve before we design anything. We are ISO 9001:2015 certified and operate under the Controlled Goods Program, which matters when your parts carry quality documentation requirements upstream. We manufacture everything at our facility in Stoney Creek, Ontario, and our CNC grinding equipment holds the tight tolerances that precision drilling solutions require.
If hole quality is costing you time and scrap right now, let’s talk. A purpose-built tool is often a faster fix than another round of process adjustments on a standard one.