Standard tooling has a way of becoming invisible. It ships fast, it sits in the cabinet, and nobody questions it until something goes wrong. The problem is that “something going wrong” in a machine shop tends to show up quietly: a finish that never quite meets spec, a tool that keeps breaking at the same spot in the program, a part that takes two more setups than it should. Shops absorb these costs as routine friction instead of recognizing them as signals.
Standard carbide tools are designed to handle a broad range of applications adequately, not your specific application optimally. When your work involves tight tolerances, difficult materials, unusual geometries, or high-volume production runs, “adequate” starts costing real money. That is when a conversation with us, a custom carbide tools Ontario manufacturer, stops being a luxury and starts being a straightforward business decision.

What “custom carbide” actually means before you evaluate the signs
Custom carbide tooling is not simply a tool made to order. It is a tool designed from the substrate up, covering carbide grade, geometry, edge prep, coating, flute count, helix angle, and relief, to solve a specific problem in a specific application. Here at Epic Tool, based in Stoney Creek, Ontario, we use 5- and 6-axis CNC grinding equipment to produce everything from high-performance standard end mills to entirely bespoke cutting tools for aerospace, automotive, mold and die, and power generation work.
The additional value of a custom solution is that we engineer the geometry around your cut, your material, and your machine, not around a catalog compromise.
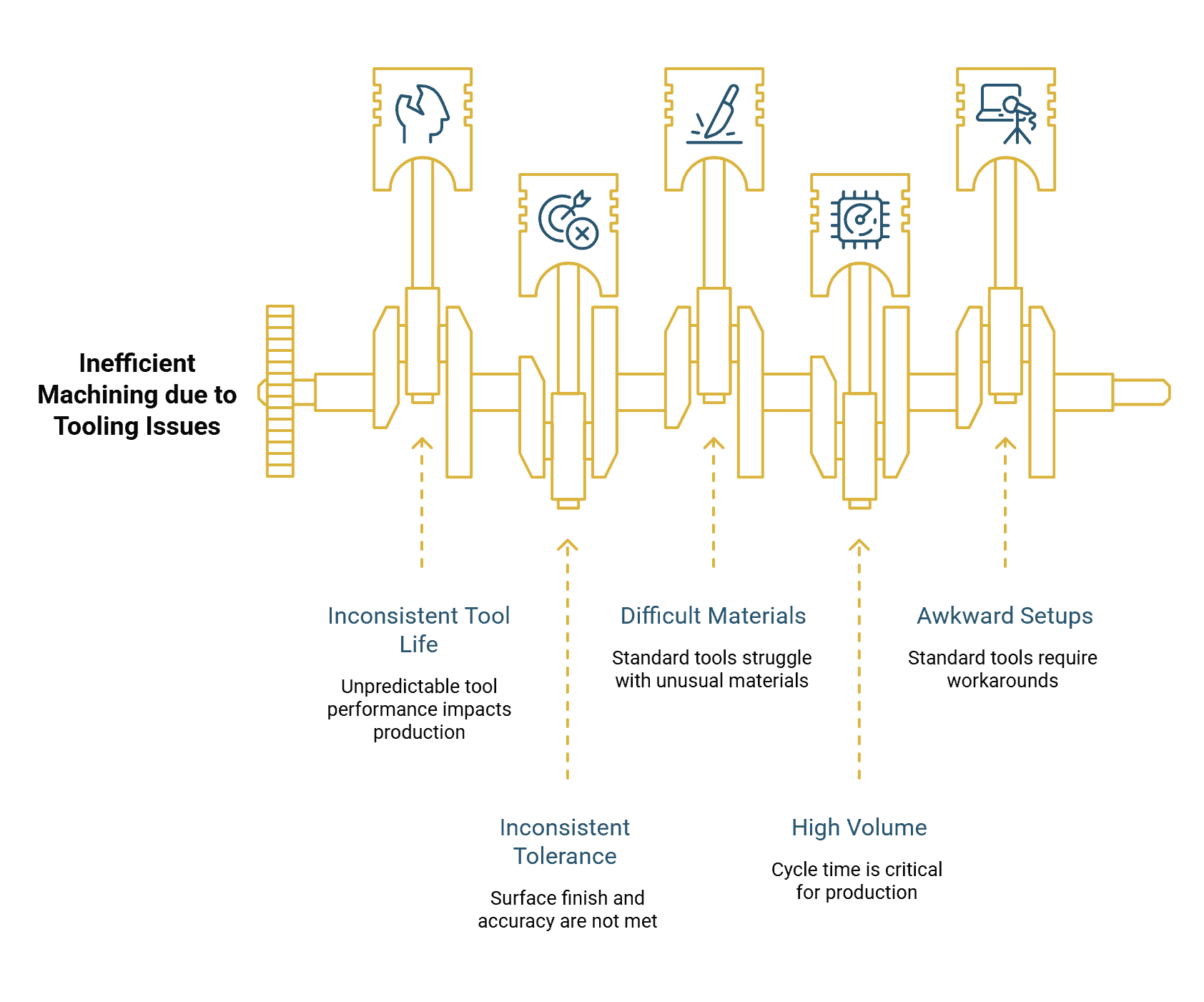
Sign 1: Your tool life is inconsistent or shorter than it should be
Tool life that varies widely from run to run, or falls well short of what your supplier suggests, is a clear indicator that a standard geometry is fighting your application rather than working with it. Standard tools are ground to serve a range of materials and depths of cut. If your work sits at the edges of that range, such as harder alloys, interrupted cuts, or aggressive depths, the geometry is working against you from the first pass.
When we design custom carbide end mills for your application, we specify the helix angle, edge prep, and substrate grade that matches your material’s behavior. When the geometry fits the cut, edge wear distributes more evenly, heat is managed better at the cutting zone, and tool life stops being a guessing game. If you are seeing significant variance between runs on the same job, a standard tool is likely masking an underlying geometry mismatch that we can solve.
Sign 2: You cannot hit tolerance or surface finish consistently
Tolerance drift and surface finish problems have a long list of suspects. Runout, fixture stability, coolant delivery, and toolpath strategy all contribute. But if you have worked through the mechanical checklist and the problem persists, tool geometry is often the variable overlooked last.
When we build custom cutting tools for your specific finish requirements, we can incorporate polished flutes, tighter runout tolerances, and edge preps optimized for your material. When the tool is designed around your finish target rather than a general-purpose spec, consistency improves across the full production run, not just on the first few parts after a fresh edge.
Sign 3: You are working with difficult or unusual materials
The materials being machined in Canadian manufacturing today are not what they were fifteen years ago. Tighter alloy standards in aerospace, higher-strength steels in automotive, and exotic nickel superalloys in power generation have pushed standard tooling to its limits. We see it every day. The introduction of tougher titanium grades and other high-performance alloys demands geometries designed specifically to handle those materials cost-effectively.
Standard catalog tools are engineered around the most common materials. When you are cutting Inconel, hardened D2, or carbon fiber reinforced polymer, those tools are operating well outside the conditions they were designed for. As a custom carbide tools Ontario manufacturer with deep experience across aerospace, mold and die, and power generation, we design a substrate grade and geometry appropriate for your specific alloy, not a general approximation of it. That distinction matters when your workpiece costs $400 per pound and scrap is not an option.
Sign 4: You are running high-volume production and cycle time matters
In low-volume or prototype work, the cost difference between standard and custom tooling is easy to rationalize away. In high-volume production, the math changes quickly. A custom tool that runs faster, lasts longer per edge, or eliminates one operation in a multi-step process pays back its development cost over a production run in a way a catalog tool simply cannot.
When we develop a custom solution for high-volume work, we are not just pushing feeds blindly. We are designing a tool that allows your machine to work closer to its actual capability on your specific part. That might mean a form tool combining two operations into one, or a custom reamer that holds bore tolerance without a hand-finishing step. Our manufacturing floor runs lights-out to produce upwards of 300 tools per day on CNC equipment that holds exacting tolerances, so you get consistent, repeatable custom carbide end mills without the lead time concerns that often push buyers toward standard options.
Sign 5: Standard tools require awkward workarounds in your setup
If your programmers are building extra operations around a tool’s limitations, such as extra passes to clean up a radius the tool cannot form cleanly, adjusted feeds to compensate for chatter at optimal cutting conditions, or multiple tools doing the work of one, that tool is not right for the job.
Workarounds accumulate silently in part programs and setup sheets. They become standard operating procedure before anyone asks whether they should be necessary at all. When we design a tool to match your feature, covering the radius, the depth of cut, and the entry angle, the setup simplifies and the program shortens. Fewer operations mean less fixturing, less cumulative positioning error, and less time on the machine. Those improvements show up directly in your cost structure and delivery performance.
How to evaluate the switch without committing to a full overhaul
The highest-return first move is a controlled test, not a complete program change. Start by picking one part family that represents either your highest-volume work or your most persistent pain point. Define what “better” looks like before you begin: tool life per edge, surface finish measurement, cycle time, or scrap rate.
When you bring that application to us, we will ask about your machine, your material, your current results, and what you are trying to achieve before we quote anything. We are ISO 9001:2015 certified and operate under the Controlled Goods Program, which matters when your parts carry upstream quality documentation requirements. If your current tooling is close but not quite right, a custom grind of a near-standard geometry is often the lowest-risk entry point. We validate results together, then expand from a position of demonstrated performance.
If any of these five signs describe what you are dealing with right now, let’s talk. We manufacture everything right here in Ontario, Canada, and we are ready to find out what a purpose-built solution would actually change in your numbers.