Coating questions have a way of getting answered the same way every time. The rep says it is good for the material, the machinist moves on, and nobody looks at it again until tool life drops or finish degrades faster than expected. At that point, the coating is often the first variable worth examining, and “I was told it was the right one” is not a useful place to start the investigation.
Coating selection is not complicated, but it is specific. Different coating chemistries are built for different operating conditions. Matching the coating to the material, the heat environment, and the type of wear you are dealing with is one of the fastest levers available for improving tool life without changing the tool geometry or the cutting parameters.
What coatings are actually doing at the cutting edge
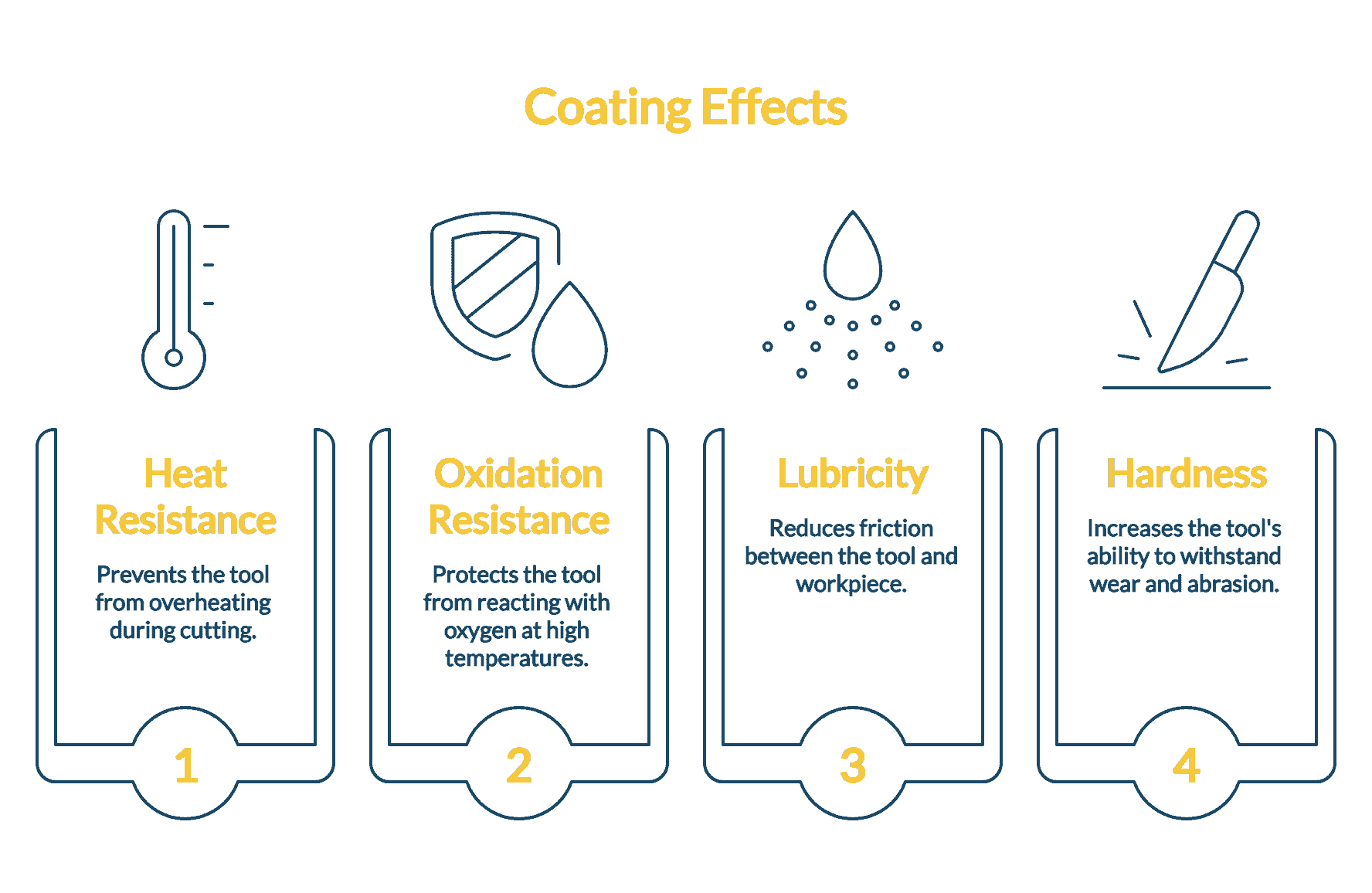
A coating is not a hard shell. It is a surface treatment, typically a few microns thick, that modifies how the tool interacts with the workpiece at the cutting zone. The most important effects are heat resistance, oxidation resistance, lubricity, and hardness. These properties influence how quickly the edge wears, whether the workpiece material welds to the cutting edge (built-up edge), and how much heat transfers into the tool body versus evacuating with the chip.
None of this happens in isolation. A coating’s performance depends on the substrate carbide grade beneath it, the geometry of the tool, and the operating conditions it runs in. A high-performance coating on an incorrect substrate or wrong geometry will still underperform. But when the system is matched correctly, coating choice has a measurable impact on edge life, surface finish consistency, and cost per part
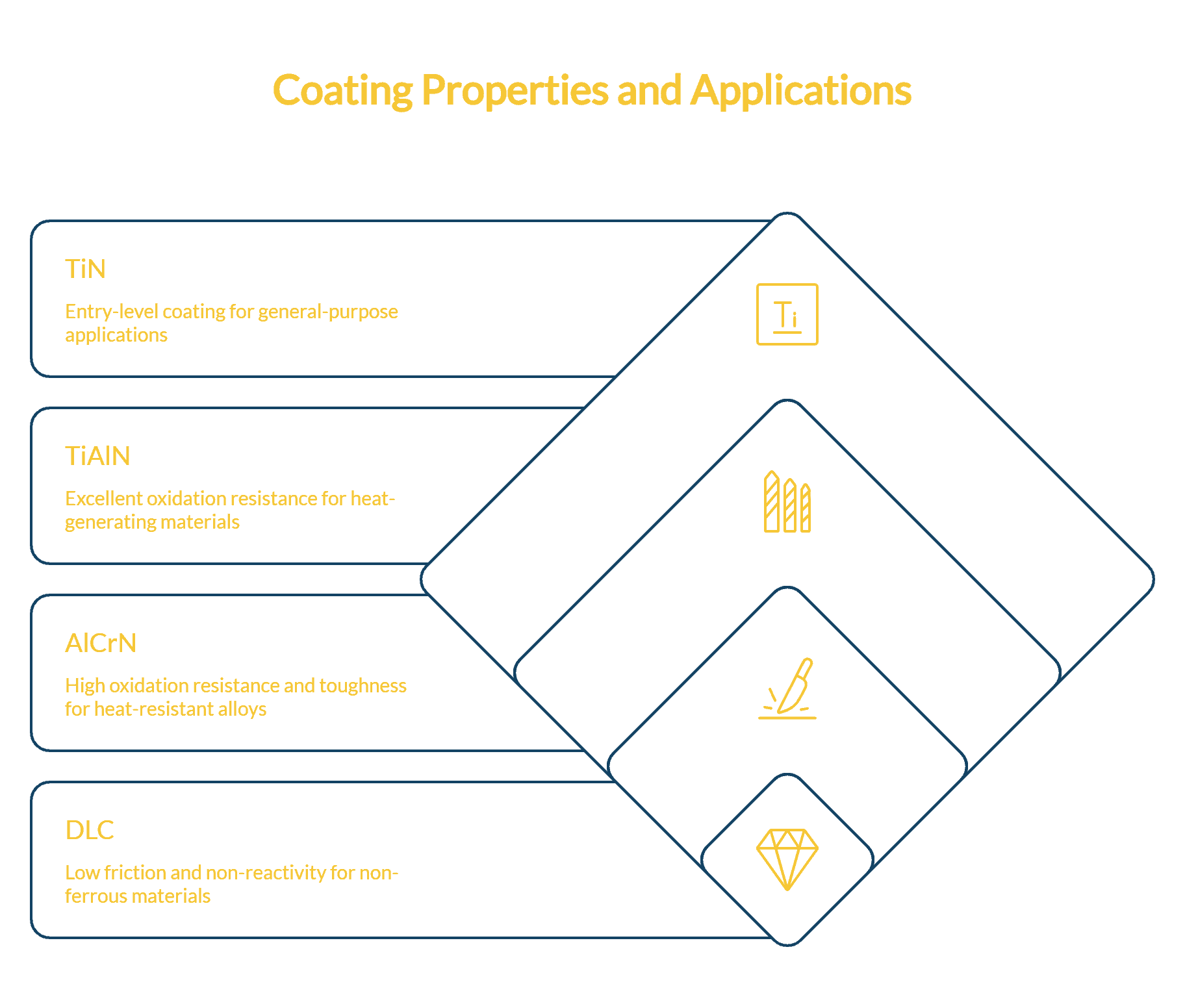
TiN (Titanium Nitride)
TiN is the entry-level coating, and its gold color is recognizable in almost any machine shop. It provides a meaningful step up in hardness and wear resistance over uncoated carbide and reduces friction at the cutting interface. It is a solid performer in a wide range of general-purpose applications: mild to medium steels, aluminum, and plastics where operating temperatures stay moderate.
The limitation of TiN becomes visible at higher cutting speeds and in materials that generate significant heat. TiN oxidizes at around 600 degrees Celsius, which means it begins to break down in cutting environments that push past that threshold. For standard production work where the edge is not being pushed hard, TiN is cost-effective and reliable. For high-speed machining, harder steels, or high-temperature alloys, the thermal stability is not sufficient.
TiAlN (Titanium Aluminum Nitride)
TiAlN is probably the most widely used coating in production machining today. The addition of aluminum to the chemistry significantly improves oxidation resistance, pushing the effective operating temperature well above TiN. At elevated temperatures, TiAlN forms a thin aluminum oxide layer at the cutting surface that acts as a thermal barrier. This is the mechanism behind its performance advantage in harder and more heat-generating materials.
TiAlN performs well in hardened steels, stainless steel, cast iron, and alloys where cutting temperature is the primary challenge. It is also frequently used in dry or near-dry machining applications, where the coating is doing more of the thermal management that coolant would otherwise handle. If your shop runs a significant amount of general-purpose steel and alloy work at productive speeds, TiAlN is typically the first coating to reach for.
A note on AlTiN versus TiAlN: the aluminum-to-titanium ratio varies by manufacturer, and tools marketed as AlTiN typically carry a higher aluminum content, pushing oxidation resistance further. The difference matters most in very high-speed applications and very hard materials. For most production milling and drilling, TiAlN and AlTiN perform comparably.
AlCrN (Aluminum Chromium Nitride)
AlCrN brings the highest oxidation resistance of the common single-layer coatings, performing well at operating temperatures that exceed what TiAlN handles comfortably. The chromium in the coating improves toughness relative to TiAlN, which can be an advantage in interrupted cuts, milling with variable chip loads, or applications where edge chipping is the failure mode rather than gradual wear.
AlCrN is particularly well-suited to machining heat-resistant alloys, stainless steel in production volumes, and applications where the cut is thermally aggressive but the tool also needs to handle mechanical shock. It is frequently used in gear cutting, broaching, and other operations where tool geometry is complex and edge integrity under load matters.
If TiAlN-coated tools are wearing faster than expected in a specific application, or if chipping is occurring before edge wear becomes the limiting factor, AlCrN is a logical next test.
DLC (Diamond-Like Carbon)
DLC is a different category from the nitride-based coatings above. Where TiN, TiAlN, and AlCrN are designed primarily for hardness and heat resistance in ferrous and alloy work, DLC is designed for low friction and non-reactivity in specific non-ferrous and non-metallic applications.
The defining properties of DLC are an extremely low coefficient of friction and chemical inertness.
In aluminum machining, this means DLC-coated tools resist aluminum adhesion at the cutting edge. Built-up edge is one of the primary failure modes in aluminum, and a coating that sheds aluminum rather than welding with it can dramatically extend edge life and improve surface finish consistency. DLC is also used in plastics, copper, and graphite machining for similar reasons.
DLC is not a fit for steel or high-temperature alloys. It degrades at moderate cutting temperatures in ferrous materials. The right application for DLC is specific, but in those applications it substantially outperforms nitride-based alternatives.
Matching coating to material: a practical starting point
Most coating decisions come down to the primary failure mode in the application. If the tool is wearing out at the cutting edge through abrasion, a harder coating helps. If the edge is degrading through oxidation or thermal breakdown at speed, higher-temperature stability is the priority. If the problem is built-up edge and material adhesion, lubricity and non-reactivity matter more than hardness.
A simplified starting point: mild to medium steels and general-purpose work benefit from TiN or TiAlN. Hardened steels, alloys, and higher-speed milling lean toward TiAlN or AlTiN. Heat-resistant alloys, stainless in production volumes, and interrupted cuts benefit most from AlCrN. Aluminum, copper, graphite, and plastics are where DLC or uncoated tooling with appropriate geometry is typically the right choice.
Multi-layer coatings combine two or more of these chemistries in alternating layers, improving both hardness and toughness relative to a single-layer equivalent. Epic Tool’s premium carbide tools are coated with application-specific multi-layer nano coatings, which is part of why tool life in demanding materials often runs substantially longer than single-layer alternatives can achieve. If you are running a demanding material and a single-layer coating is not delivering consistent edge life, a nano-layered solution is worth the conversation.
The interaction between coating and substrate
Coating is only as effective as the carbide beneath it. A premium coating on an inappropriate carbide grade still leaves you with a mismatched tool. This is why coating selection and carbide grade selection are conversations that belong together.
At Epic Tool, we start with premium sub-micron carbide grades and apply coatings matched to the material and application the tool is designed for. If your current tooling is consistently underperforming in a specific material despite having what seems like the right coating, the carbide grade is the next variable to examine. Contact our team in Stoney Creek and we will work through it with you.