High-efficiency milling has gotten a lot of attention in recent years as a way to substantially increase metal removal rates with solid carbide end mills on almost any kind of milling machine. Although, a common mistake is that many shops confuse HSM (high speed machining) with HFM (high feed machining).
A High Feed End Mill is designed to take a large radial depth of cut (65% to 100% of the cutter diameter) with a small axial depth of cut (2.5% to 5% diameter) depending on the application. This makes High Feed End Mills perfect for face milling, roughing, slotting, deep pocketing, and 3D milling. The design and short length of cut of High Feed End Mills work in tandem with the end geometry to produce a tool with a strong core, further limiting deflection and allowing for tools with greater reach lengths.
When this concept was introduced, high feed tools were mostly available only on tools with inserts. Although, with advancements in grinding technology on CNC tooling, high feed tools can now be produced as small as 2mm in diameter through 16mm.
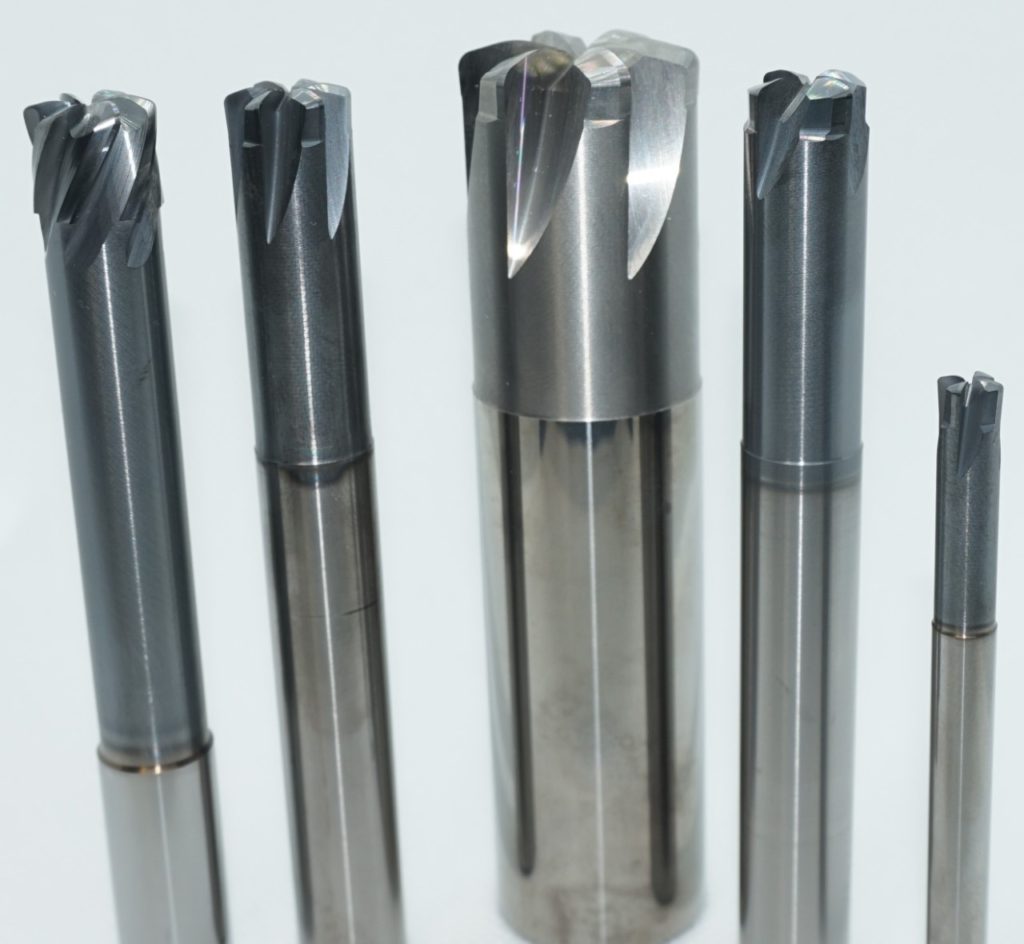
4 & 6 Flute High Feed End Mills
Epic Tool’s flute high feed end mills come in straight or helical flutes, and a choice of either coolant through the tool or non-coolant, all as inventory standards. These tools are designed to operate at high speed and up to a feed rate of 600 SFM. These end mills are predominantly used in mould and die industries, although have found a place in the high speed machining of titanium in the medical implant industries.
4 & 6 Flute High Feed End Mills are excellent in challenging machine materials. Epic Tool’s high feed end mills come coated with an AlTi coating , which offers high hardness and extended tool life in high temp alloys and ferrous materials up to 45Rc.
Due to the chip thinning capabilities of those tools and the tool geometry employed with continuous radii, the tools become more rigid and as result can be utilized at greater feed rates, plus all cutting forces are directed upwards the spindle which in turn helps eliminate vibration and deflection.
An example is the cavities in mould steel using a .500″ diameter 4 flute high feed end mill can machine at 4,000 rpm x 2-300″ per minute feed.