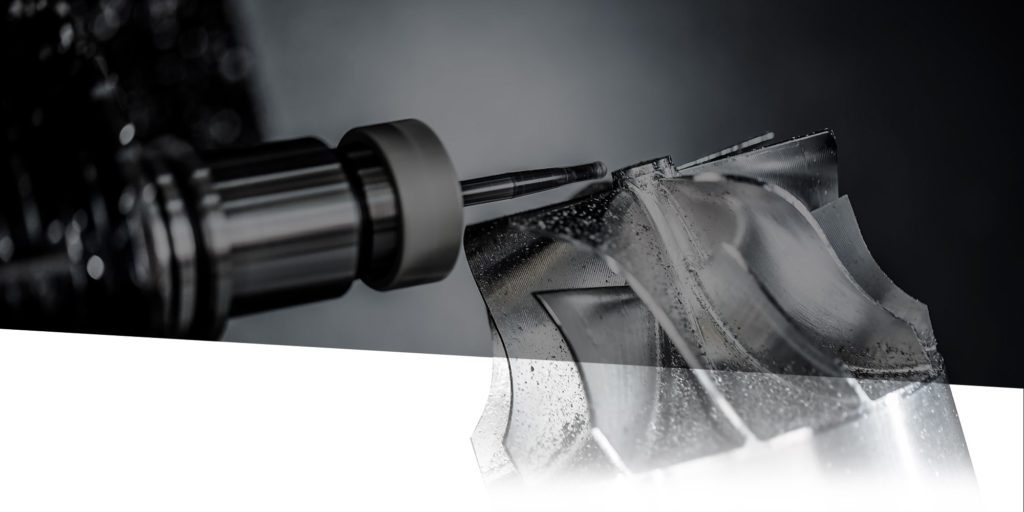
Slotting is one of the most difficult operations on a tool. Whether your tool is a 1” diameter drill or a .032” precision end mill, during slotting operations, a lot of force and pressure is applied to the entire cutting edge of the tool. This results in slower speeds and feeds and increased tool wear, making it one of the nastier processes even for the most qualified cutting tools.
The way we approach miniature tooling (under 1/8” diameter) differs greatly as it relates to slotting. It is crucial you select the right tool for these operations. These tried and tested recommendations which will dramatically increase your success rate in miniature slotting applications.
Use Flutes!
The greatest concern when running traditional slotting toolpaths is getting the best chip evacuation by using the proper flute count. Traditionally, you’d want to use the fewest amount of flutes possible. In Non-Ferrous jobs, this is typically 2/3 flutes, and in Ferrous applications, 4 flutes is recommended. The lower flute count leaves room for the chips to evacuate so you are not re-cutting chips and clogging the flutes on your tool in deep slots.
When slotting with miniature tools, the biggest concerns are with tool rigidity, deflection, and core strength. In traditional slotting, we may drive a ½” tool down 2xD into the part to make a full slot, and the tool can handle it; this technique isn’t possible with a smaller tool.
For example, if we took a .015” end mill, and we make a slot that is .015” deep, we are likely going to take a .001” to .002” axial depth per pass. It is not a traditional slotting toolpath, rigidity and core strength are vital, so we need to add as many flutes as possible!
Use the Strongest Corner Possible
Aside from making sure you have a strong core on your miniature tools, you also need to take a hard look at your corner strength while making a slot. Putting a corner radius on your tooling improves the corner strength of the tool considerably over a square profile tool. However, if we want the strongest tip geometry, using a ball nose end mill should also be considered.
A ball nose end mill will give you the strongest possible tip of the three most common profiles. The end geometry on the ball nose can almost work as a high feed end mill, allowing for faster feed rates on the light axial passes that are required for micro-slotting.
Finding the Right Tool for Miniature Slotting Operations
Precision and accuracy are essential when it comes to miniature tooling. With the guidelines above, it is also important to have a variety of tooling options available to cater to your specific slotting needs.
Epic Tool offers many miniature end mill options. If you are looking to upgrade your corner strength, Epic Tool also offers a wide selection of miniature end mills in corner radius and ball nose profiles, with dozens of reach, length of cut, and flute count options. Contact us today using our website!